 Int'L Trading Co.,Ltd.")
Suomi
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







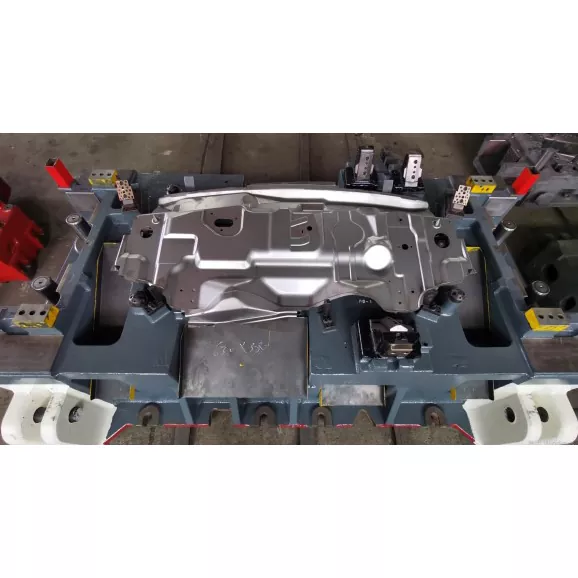
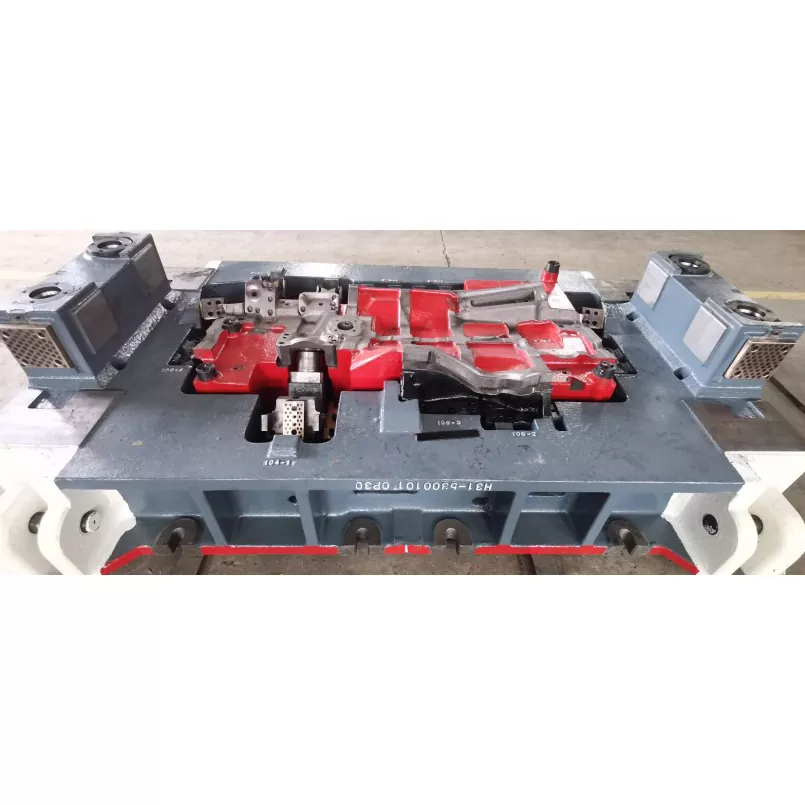
Autojen etupaneelin kokoonpanon leimauslevyt
Autojen etupaneelikokoonpano on ajoneuvon rungon kantava ydinkomponentti, joka tukee kriittisiä osia, kuten moottoritilaa, ja kestää törmäyskuormia. Ammattimaisena autojen leimausmuottivalmistajana SIKAIDA keskittyy korkean tarkkuuden autojen etupaneelien kokoonpanon leimausmuottimien tutkimukseen, kehittämiseen ja tuotantoon integroimalla useita kehittyneitä tekniikoita etupaneelikokoonpanon rakenteellisen lujuuden ja turvallisuuden varmistamiseksi. SIKAIDA, jonka pääkonttori on Kiinassa, on maailmanlaajuisten autonvalmistajien luotettava toimittaja, jolla on täydellinen tuotanto- ja laadunvalvontajärjestelmä.
SIKAIDA Automotive Front Panel Assembly Stamping Dies ovat itsenäisesti kehitettyjä huippuluokan tarkkuuslaitteita, jotka sopivat etupaneelikokoonpanojen massatuotantoon. Etupaneelikokoonpanon (suuret runkopaneelit) monimutkaiseen rakenteeseen ja korkeisiin vaatimuksiin vastaamiseksi suulake integroi edistyksellisiä tekniikoita tärkeimpien tuotantohaasteiden ratkaisemiseksi. Tehdas on varustettu ammattimaisilla laitteilla ja omistautuneella tiimillä varmistaakseen, että muotin laatu täyttää standardit.
Tuotetiedot
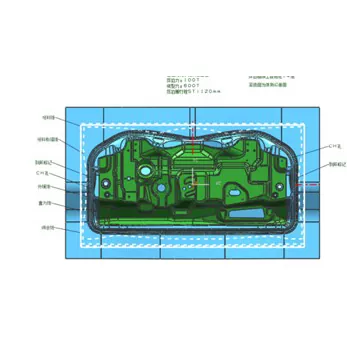
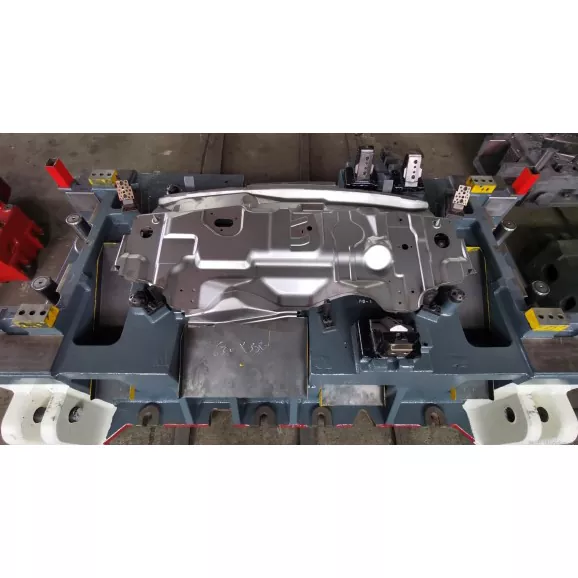
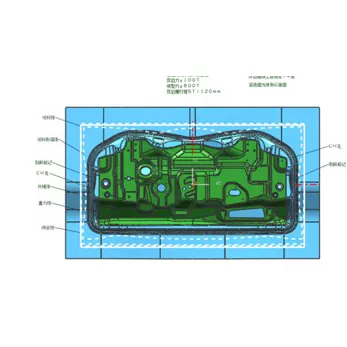
1. Suuren runkopaneelirakenteen muodostus
Tarkka materiaalivirran ja venymisen hallinta, avainmittatarkkuus ±0,1 mm, tasaisuusvirhe ≤ 0,15 mm/m; syvävetoalueilla käytetään monivaiheista progressiivista muotoilua materiaalivirheiden välttämiseksi ja tuoton parantamiseksi.
2. Monimutkainen kaarevan pinnan muodostustekniikka
Autojen etupaneelin kokoonpanon leimausmuotteissa käytetään hyperboloidista muotoilua ja säädettävää profiilirakennetta. Yhdessä CAE-analyysin ja prosessin optimoinnin kanssa se ratkaisee ongelmat, kuten rypistymisen ja halkeilun, saavuttaen pinnan tarkkuuden ±0,05 mm:n sisällä, mikä varmistaa yhteensopivuuden viereisten komponenttien kanssa.
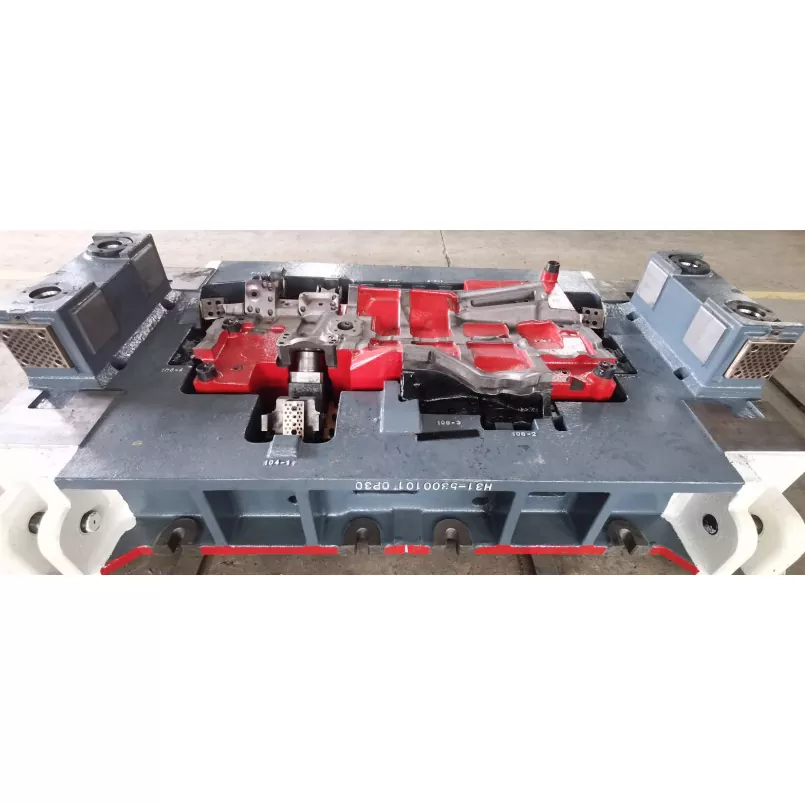
3. Integroitu vahvistuspalkkisuunnittelu
Etupaneeli ja vahvistuspalkki on integroitu split-cavity-teknologialla, mukautuen erittäin lujisiin materiaaleihin ja varmistaen vahvistuspalkin geometrisen tarkkuuden (suoreus ≤0,1mm/m, yhdensuuntaisuus ≤0,15mm).
4. Monikomponenttinen integroitu muotoilu
Useita prosesseja on integroitu, jolloin monikomponenttimuotoilu saadaan päätökseen yhdellä leimausoperaatiolla; modulaarinen rakenne ja nopea muotinvaihto mukautuvat monispesifiseen tuotantoon, saavuttaen materiaalin käyttöasteen ≥80 % ja parantaen tuotannon tehokkuutta.
5. Korkea tarkkuus ja turvallisuussuorituskyky
Erittäin tarkka ohjaus ja paineen takaisinkytkentäohjaus varmistavat kriittisen reiän tarkkuuden ±0,05 mm:n sisällä; optimoitu rakennesuunnittelu varmistaa suunnitellun muodonmuutoksen törmäysten aikana, mikä takaa matkustajien turvallisuuden.
6. Älykäs prosessinhallinta ja optimointi
Automotive Front Panel Assembly Stamping Dies hyödyntää CAE-ohjelmistoa optimoitua suunnittelua varten. Se käyttää kolmisilmukaista ohjausta ja älykästä valvontajärjestelmää, joka valvoo muovauksen tilaa reaaliajassa ja varmistaa tuotteen vakaan laadun.


Tuotteen ominaisuudet ja sovellukset
1. Henkilöajoneuvot: Varmistaa korin jäykkyyden ja törmäysturvallisuuden ja täyttää ulkoiset tiivistysvaatimukset;
2. Hyötyajoneuvot: Kestää raskaita iskuja, mikä varmistaa rakenteellisen luotettavuuden ja kestävyyden;
3. SUV-autot/maastoajoneuvot: Mukautuu suuriin moottoritiloihin, mikä parantaa etusuojaa;
4. Sähköajoneuvot: mukautuu erityisvaatimuksiin, kuten akkuihin ja jäähdytyskanaviin, mutta ottaa huomioon myös kevyen rakenteen;
5. Kilpa-autot/suorituskykyiset autot: Täyttää aerodynaamiset, kevyet ja korkeat jäykkyysvaatimukset;
6. Kuorma-autot/linja-autot: Mukautuu suuriin ajoneuvoihin, mikä varmistaa kantavuuden ja törmäysturvallisuuden.
Valmistusprosessin esittely
1. Tuotesuunnittelu ja -analyysi
Ammattimaisia ohjelmistoja käytetään muovattavuuden analysointiin ja prosessin optimointiin optimaalisten parametrien määrittämiseksi, turvallisuuden ja kokoonpanotarkkuuden tasapainottamiseksi.
2. Muottirakenteen suunnittelu
Täysi 3D-suunnittelu, modulaarinen rakenne, helppo huoltaa, mukautuva automatisoituun tuotantoon ja robottikäyttöön.
3. Materiaalin valinta ja valmistelu
- Työosat: valitaan korkeakovuus muottiteräs, jossa on erityistä metalliseosta, jota käytetään syvävetoalueilla;
- Muotin pohja/vakioosat: Laadukas teräs valitaan lujuuden ja tarkkuuden varmistamiseksi;
- Pintakäsittely: Nitraus, kova kromipinnoitus jne. kitkan ja tarttuvuuden vähentämiseksi.
4. Tarkkuustyöstöprosessi
Karkea koneistus mahdollistaa viimeistelytyöstövaran. Viimeistely suoritetaan korkealuokkaisilla laitteilla, jolloin pinnan karheus on Ra0,2, reiän sijainnin tarkkuus ±0,01 mm ja kovuus ≥HV950 pintavahvistuskäsittelyn jälkeen.
5. Kokoonpano ja virheenkorjaus
Tarkka kokoonpano, koneen parametrien virheenkorjaus, ensimmäinen tarkastus ja eräkoetuotanto varmistavat muotin vakauden ja luotettavuuden.
Kehityssuuntaukset
1. Kevyt ja suuri lujuus: Sopeutuminen uusiin materiaaleihin ja kehittyneiden prosessien käyttäminen tasapainottaen keveyttä ja turvallisuutta;
2. Tarkkuus- ja turvallisuusoptimointi: Kehitetään kohti mikronitason tarkkuutta, vahvistetaan online-ilmaisua ja törmäysoptimointia;
3. Joustava tuotanto: Nopea muotinvaihto (≤15 minuuttia), mukautettavissa useisiin pieniin eriin;
4. Digitaalinen virheenkorjaus: digitaalisten kaksosten yhdistäminen kehitysjaksojen lyhentämiseksi yli 30 %;
5. Vihreä valmistus: Ympäristöystävällinen ja energiaa säästävä, mukautuu uusien energiaajoneuvojen tarpeisiin.
Usein kysytyt kysymykset
Kysymys 1: Mitä materiaaleja tyypillisesti käytetään autojen etupaneelin kokoonpanon leimausmuotteissa?
A1: Työosissa käytetään pääasiassa korkeakovia muottiteräksiä, kuten SKD11, Cr12MoV ja DC53. Syväveto-osien ja palkkien muodostusalueiden vahvistamiseen käytetään jauhemetallurgista nopeaa terästä tai sementoitua kovametallia. Muotin rungossa käytetään rakenneteräksiä, kuten terästä 45 ja Q235, ja vakioosissa, kuten ohjauspylväät ja ohjausholkit, käytetään laakeriterästä GCr15. Erittäin vaativille kaareville muovauspinnoille käytetään joskus keraamisia tai timanttipinnoitemateriaaleja muotin kulutuskestävyyden ja käyttöiän varmistamiseksi.
Q2: Kuinka pitkä on autojen etupaneelin kokoonpanomuottien tuotantosykli?
A2: Etupaneelikokoonpanon monimutkaisuudesta ja tarkkuusvaatimuksista riippuen tuotantosykli on tyypillisesti 16-24 viikkoa. Tavalliset etupaneelin kokoonpanomuotit kestävät noin 16 viikkoa, monimutkaiset kaarevat etupaneelin muotit 20 viikkoa ja erittäin suuret tai kevyet etupaneelin kokoonpanomuotit voivat vaatia yli 24 viikkoa. Tietty sykli riippuu etuosan rakenteen monimutkaisuudesta, kaarevan pinnan muodostamisen vaikeudesta ja törmäysturvallisuusvaatimuksista.
Q3: Mikä on muottien käyttöikä?
A3: Normaaleissa käyttö- ja huoltoolosuhteissa etupaneelin kokoonpanon leimausmuottien käyttöikä voi olla yli 300 000 jaksoa. Laadukkaiden materiaalien valinnan, asianmukaisen lämpökäsittelyn ja tarkan koneistuksen ansiosta joidenkin muottien käyttöikä voi olla jopa 500 000 sykliä. Kuluvat alueet, kuten syvävedetyt muovausalueet, vahvistavat palkin muodostavat pinnat ja kaarevat pinnat, vaativat säännöllistä huoltoa ja vaihtoa tuotteen laadun ja muovausvakauden varmistamiseksi.
Q4: Miten etupaneelin tarkkuus ja turvallisuus taataan?
A4: Optimoimalla muovausprosessiparametrit CAE-analyysin avulla, käyttämällä erittäin tarkkaa ohjausjärjestelmää, ohjaamalla materiaalin joustavuutta ja paksuuden jakautumista sekä tarkastamalla ja ylläpitämällä säännöllisesti muotin tarkkuutta, etupaneelikokoonpanon mittatarkkuutta voidaan säätää ±0,1 mm:n tarkkuudella ja liitospintojen tasaisuus voi olla 0,15 mm/mm. Samalla järkevä rakennesuunnittelu ja lämpökäsittely takaavat, että etupaneelikokoonpanolla on riittävä rakenteellinen lujuus ja törmäysturvallisuus.
Kysymys 5: Mitkä ovat tärkeimmät ohjauspisteet autojen etupaneelien kokoonpanon leimausmuottimien valmistusprosessissa?
A5: Tärkeimmät ohjauspisteet etupaneelin asennusmuottien valmistuksessa ovat: ① Suurien kansipintaprofiilien tarkka koneistus tasaisuuden ja pinnan tarkkuuden varmistamiseksi; ② palkkirakenteiden muovauslaadun vahvistaminen asennon ja lujuuden varmistamiseksi; ③ Monimutkaisten kaarevien pintojen materiaalivirtauksen säätö vikojen muodostumisen välttämiseksi; ④ Asennusreikien tarkkuustyöstö kokoonpanotarkkuuden varmistamiseksi; ⑤ Lämpökäsittelyprosessi kovuuden ja sitkeyden varmistamiseksi. Jokainen säätöpiste vaatii tiukkaa laaduntarkastusta ja prosessin valvontaa, erityisesti suurten päällysteiden ja monimutkaisten kaarevien pintarakenteiden tarkkaa valvontaa.
Hot Tags: Autojen etupaneelin kokoonpanon leimausmuotit, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Lähetä kysely
Yhteystiedot
-
Osoite
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kiina
-
Puh
-
Sähköposti
Tervetuloa sivuillemme! Jos haluat tiedustella tuotteitamme tai hinnastoa, jätä meille sähköpostiosoitteesi, niin otamme sinuun yhteyttä 24 tunnin sisällä.











